In the design and fabrication of industrial machinery, medical instrumentation, and defense electronics, the visual interface serves as the critical communication bridge between operator and hardware. While standard, off-the-shelf liquid crystal modules satisfy the basic requirements of consumer electronics, highly specialized applications often impose severe constraints regarding form factor, power consumption, viewing angles, and environmental durability. When standard geometries fail to align with a specific hardware chassis, engineering and procurement teams must collaborate with a specialized custom lcd display manufacturer to architect a bespoke optical solution.
This comprehensive technical analysis examines the engineering mechanisms, fluid material specifications, and strategic business protocols required when transitioning from standard components to fully customized liquid crystal interfaces.
Developing a bespoke display is not merely a matter of resizing glass; it requires a holistic redesign of the electro-optical architecture. Every component, from the conductive traces to the interconnects, must be precisely engineered.
The foundation of any liquid crystal module is the glass substrate. In a custom project, the manufacturer generates specific photolithography masks to etch the Indium Tin Oxide (ITO) conductive traces. This allows engineers to dictate the exact pixel pitch, segment layout, and overall active area (AA).
Furthermore, custom glass fabrication permits non-standard physical geometries. Hardware designers can specify chamfered corners, precise drill holes for physical buttons, or circular glass cutouts necessary for modern smart-dial interfaces. By defining the exact Outer Dimensions (OD), engineers ensure zero-tolerance integration into tight, IP67-rated enclosures, eliminating the mechanical compromises associated with standard rectangular panels.
A primary driver for seeking a customized solution is the optimization of the interconnects between the display controller and the host Microcontroller Unit (MCU). Off-the-shelf modules frequently feature generic pinouts that mandate complex routing on the main Printed Circuit Board (PCB), increasing electromagnetic interference (EMI) risks and taking up valuable physical space.
By designing a custom Flexible Printed Circuit (FPC), engineers can define the exact length, bending radius, and pin assignment to mate perfectly with the host logic board via Zero Insertion Force (ZIF) connectors or direct soldering. Additionally, secondary passive components, such as decoupling capacitors, LED backlight driving circuits, and even touch panel controllers, can be integrated directly onto the FPC, drastically reducing the component count on the host PCB.
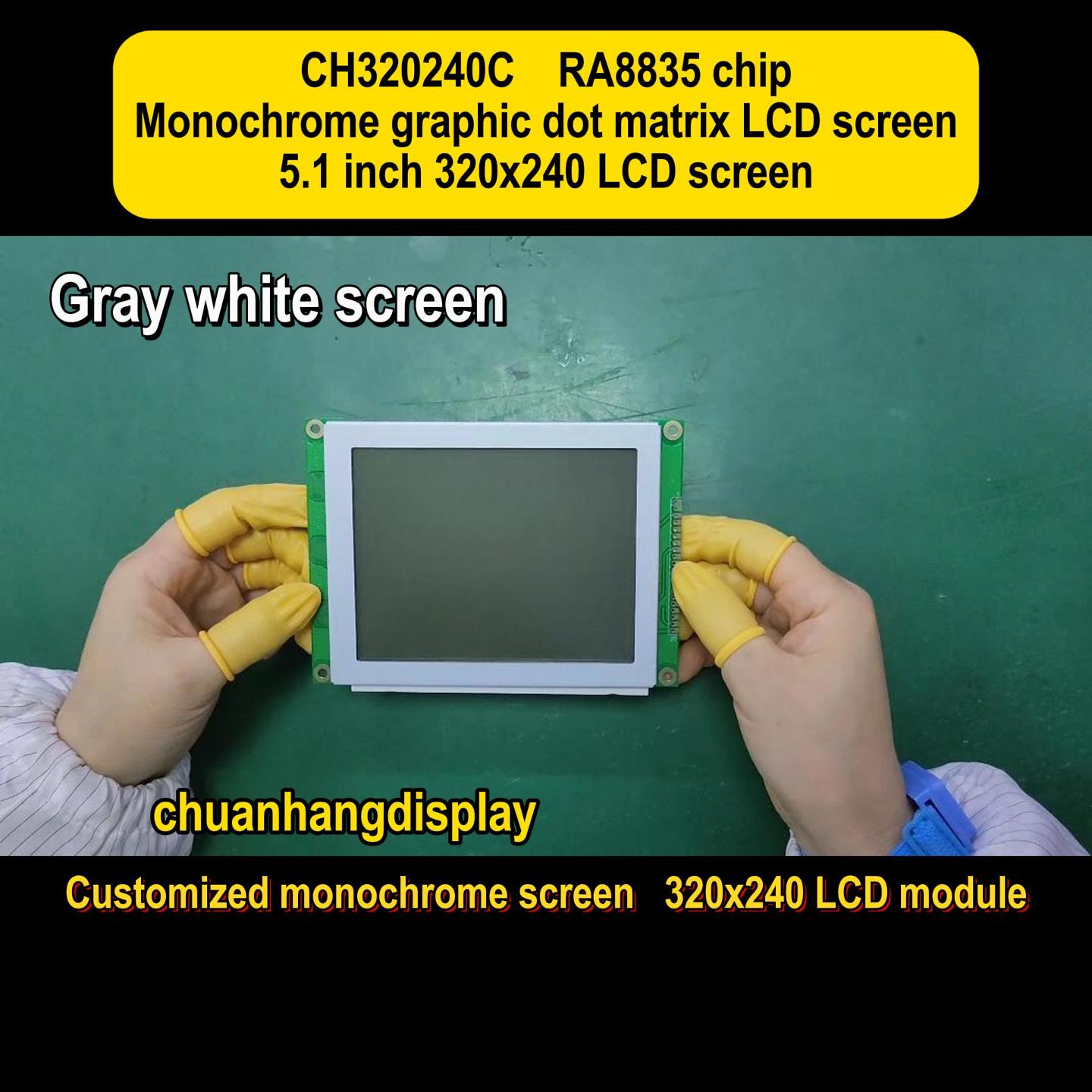
Selecting the correct driver Integrated Circuit (IC) is paramount. Custom panels require specific multiplexing rates, driving voltages (VOP), and interface protocols (e.g., SPI, I2C, 8-bit parallel, or MIPI DSI for high-resolution TFTs). Depending on the mechanical constraints of the hardware, the manufacturer will utilize specific silicon bonding techniques:
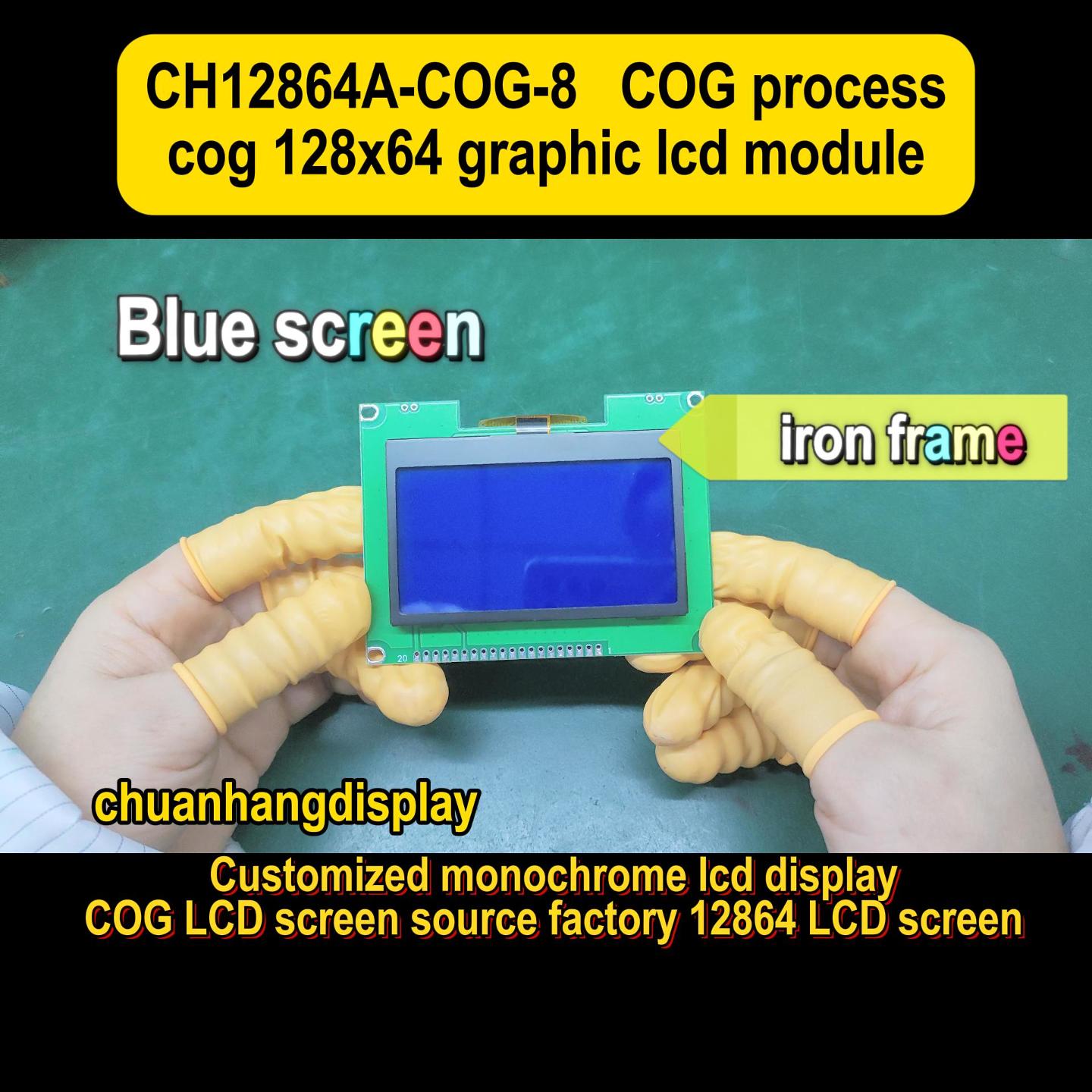
Chip-on-Glass (COG): The silicon die is bonded directly to the ITO traces on the glass using Anisotropic Conductive Film (ACF). This minimizes the display's footprint and thickness, ideal for handheld instrumentation.Chip-on-Board (COB): The IC is wire-bonded to a rigid FR4 PCB and sealed with epoxy. This provides maximum mechanical stability against severe vibration, frequently used in heavy industrial equipment.
The specific liquid crystal fluid and polarizer configuration dictate the optical performance of the module. A competent supplier will guide engineering teams through the complex matrix of available materials based on the end-product's deployment environment.
For alphanumeric data readout and simple graphic icons, monochrome passive-matrix displays remain the industry standard due to their ultra-low power consumption and exceptional reliability.
Twisted Nematic (TN): Features a 90-degree molecular twist. Highly cost-effective but limited by narrow viewing cones and lower contrast ratios when highly multiplexed.Super Twisted Nematic (STN): Utilizes a 180 to 270-degree twist, allowing for higher multiplexing rates. STN handles complex dot-matrix layouts efficiently but introduces natural birefringence, resulting in a yellow-green or blue background tint.Film-Compensated STN (FSTN): Incorporates a specialized retardation film into the polarizer stack to neutralize chromatic dispersion. This results in a sharp, high-contrast black-and-white display, heavily specified in high-end medical and surveying equipment.
Managing how light interacts with the liquid crystal cell is essential for legibility under varying ambient conditions.
Reflective: Utilizes a rear mirror. It relies entirely on ambient sunlight, drawing mere microamps of current. Ideal for remote, battery-powered sensors.Transmissive: Requires a continuous LED backlight, providing excellent visibility in dark environments but struggling under direct sunlight.Transflective: The optimal B2B compromise. A partially reflective rear polarizer reflects ambient light for daytime visibility while allowing an LED backlight to illuminate the display during nighttime operations.
Industrial and military-grade hardware is subjected to environmental stressors that rapidly destroy standard commercial displays. A customized approach allows for preemptive engineering against these specific failure modes.
Standard commercial fluids freeze at 0°C and boil into an isotropic state above +50°C. For hardware deployed in petrochemical processing or automotive applications, procurement teams must specify wide-temperature fluid formulations. These specialized chemical mixtures maintain their nematic state from -20°C to +70°C, with ultra-wide variants engineered for -30°C to +80°C. Furthermore, custom FPC designs can incorporate onboard thermistors, allowing the host MCU to dynamically adjust the driving voltage to maintain contrast as temperatures fluctuate.
In medical operating rooms and avionics, Electromagnetic Interference (EMI) can disrupt critical sensor readings. When partnering with a highly capable custom lcd display manufacturer, engineers can request the integration of EMI-blocking ITO meshes or copper shielding tape within the display stack. Similarly, enhanced ESD protection circuits can be built directly into the custom glass layout to prevent static shocks from damaging the sensitive controller IC during field operation.
Transitioning to bespoke components requires a rigorous financial analysis. Procurement managers must evaluate the Total Cost of Ownership (TCO) beyond the basic per-unit price.
The primary financial barrier in bespoke design is Non-Recurring Engineering (NRE) costs. These are the one-time upfront fees required to engineer the manufacturing tooling. NRE typically encompasses:
Glass Tooling: The creation of photolithography masks for the ITO layout.Backlight Tooling: Injection molding for custom acrylic light guides (LGP) to ensure uniform light distribution without hot spots.FPC Tooling: The creation of cutting dies and copper etching masks for the flexible interconnects.Bezel Tooling: Stamping dies for custom metal frames to secure the module into the customer's chassis.
While NRE requires an initial capital investment, a transparent custom lcd display manufacturer will provide a granular Bill of Materials (BOM). In high-volume production, the per-unit cost of a custom display often drops below that of a generic display, as unnecessary generic features are stripped away, yielding a rapid Return on Investment (ROI).
Industrial hardware life cycles frequently exceed a decade. Utilizing standard displays carries the immense risk of sudden End-of-Life (EOL) notices, forcing companies into costly mid-cycle hardware redesigns and recertifications.
Engaging a dedicated facility such as Chuanhang Display mitigates this risk. A specialized manufacturer guarantees strict BOM control, meaning no substitute controller ICs or cheaper polarizing films are swapped into the production line without prior engineering approval. Furthermore, top-tier suppliers like Chuanhang Display execute rigorous reliability testing, including High Temperature Operating Life (HTOL) tests, thermal shock cycling, and automated optical inspection (AOI), ensuring the highest possible Mean Time Between Failures (MTBF) for field-deployed hardware.
The decision to move away from standard components and architect a bespoke visual interface is a pivotal moment in hardware development. It requires deep technical due diligence regarding liquid crystal chemistry, interconnect geometry, and environmental durability. Selecting the right custom lcd display manufacturer is a critical technical partnership that directly impacts product reliability and supply chain stability. By collaborating with an established authority like Chuanhang Display, engineering and procurement teams can navigate the complexities of NRE tooling, specify precise industrial-grade materials, and secure a visually superior, structurally resilient component tailored perfectly to their proprietary hardware architecture.
Q1: What exactly are NRE costs, and are they refundable?
A1: Non-Recurring Engineering (NRE) costs are the one-time fees required to design and fabricate the specific tooling (such as glass masks, FPC cutting dies, and plastic injection molds) needed to build your custom display. Most reputable manufacturers do not refund NRE costs directly; however, many offer a rebate program where the NRE fee is credited back to your account once a specific mass-production volume threshold is reached.
Q2: What is the typical Minimum Order Quantity (MOQ) for a custom display project?
A2: MOQs vary based on the physical size of the display and the complexity of the customization. For small monochrome displays, MOQs might range from 1,000 to 3,000 units per production run to justify the setup time of the automated assembly lines. For larger TFT panels, the MOQ may be lower. Always discuss annual volume projections with your supplier to negotiate feasible batch sizes.
Q3: Can we just customize the FPC cable without changing the actual glass panel?
A3: Yes, this is a highly common and cost-effective strategy. A competent custom lcd display manufacturer can take a standard, pre-existing glass panel and engineer a custom Flexible Printed Circuit (FPC) and LED backlight to match your specific mechanical requirements. This approach drastically reduces NRE tooling costs and lead times while still solving complex PCB routing issues.
Q4: How do we ensure our custom display is readable in direct sunlight for outdoor equipment?
A4: Sunlight readability is achieved through several combined customizations. For passive displays, specifying a Reflective or Transflective polarizer is essential. For color TFTs, the manufacturer will implement a high-brightness LED backlight (typically exceeding 800 to 1,000 nits) and apply Anti-Glare (AG) or Anti-Reflective (AR) surface treatments. Additionally, utilizing optical bonding (OCA/OCR) to attach a cover glass eliminates internal air gaps, drastically reducing surface reflections.
Q5: How does custom manufacturing affect the long-term availability (End-of-Life) of the component?
A5: Custom manufacturing actually protects your supply chain. When buying commercial off-the-shelf components, you are at the mercy of consumer market trends; if demand drops, the generic display is discontinued. By working with a dedicated partner like Chuanhang Display, you own the custom tooling. As long as the raw materials (like the base glass and raw driver IC) remain available in the global supply chain, the manufacturer can continue to produce your exact module for 10 to 15 years without unexpected EOL interruptions.

